Инъекционная формованная форма от входа к опытному конструкции формования формования для формования.




Вес товара: ~0.7 кг. Указан усредненный вес, который может отличаться от фактического. Не включен в цену, оплачивается при получении.
Описание товара









Эта книга основана на фактическом производстве индустрии инъекционных плесени. Из базовых знаний о формованных формах инъекционных форм, сочетания базовых знаний, проектирования и производственных методов и опыта приняты, и соответствующие знания о формованных формах инъекционных форм объединяются в детальСистема контента легко сложна, от простой до сложных, предоставляя читателям метод постепенного обучения и расширенный процесс.Эта книга разделена на 3 глав.Глава 1 Основная основа пластиковой плесени, в том числе: базовые знания о конструкции формования формования, базовых знаний о пластике, базовых знаниях о дизайне пластиковой посуды и знакомых формованных формований; конструкция деталей формирования, конструкция механизма бокового деления и Механизм накачки ядра, конструкция системы заливки, конструкция системы заливки воды теплового потока, конструкция системы управления температурой, конструкция системы вылета, конструкция системы позиционирования, проектирование выхлопной системы; производство, В том числе: выбор материалов для литья под давлением, базовые знания о производстве формования под давлением, сборкой формования под давлением, формовании под давлением и анализу общих проблем и контрмеров, цитата формования под давлением.В этой книге используются две -образные печать. Содержание испытания и ключевые моменты на рисунке будут помечены синим.Книга оснащена двумерным ресурсом кода, и сканирование можно объяснить, просмотрев видео.Эта книга подходит для техников, которые занимаются проектированием и производственными работами в инъекционной форме.

Глава 1 Основы пластиковой формы
Глава 1 Базовые знания о рисунке дизайна пластиковой формы
1.1 Спецификация размера плесени 002
1.2 Плесени -сборочная фигура и таблица деталей 003
1.3 Пластиковая диаграмма запчастей для пресс -формы и заглавная планка 004
1.4 Типы и основные требования к дизайну плесени 005
1,5 Цифровая фигура.
1.5.1 Размеры рисунка формы.
1.5.2 Размер метки размера изображения 011
1.5.3 Размеры деталей плесени 011
1.5.4 Пример подписания размерного рисования плесени 012
1.6 Попробуйте толерантность и сотрудничество в формованных формовании 017
1.6.1 Обычно используемая толерантность и сотрудничество формовочных форм для инъекций 017
1.6.2 Размеры формованных формовых форм 018
1.6.3 Обычно используется толерантность деталей формования впрыска 019
Глава 2 Основные пластические знания
2.1 Пластик и его преимущества и недостатки 022
2.1.1 Что такое пластик 022
2.1.2 Преимущества пластика 022
2.1.3 Недостатки пластика 023
2.2 Пластическая композиция 023
2.2.1 смола 024
2.2.2 Аддитивная 024
2.3 Классификация пластика 025
2.4 Пластическая производительность 027
2.4.1. Производительность использования пластика 027
2.4.2.
2.5 Common Plastic Performance и условия обработки формования 036
2.5.1 полиэтилен (ПВХ) 036
2.5.2 полиэтилен (PE) 037
2.5.3 Полипропилен (PP) 038
2.5.4 Polyetstics (PS) 040
2.5.5. Воздействие -устойчивый полистирол (бедра) 040
2.5.6 Акрилит-бутадиен-хюнфиленовый кластер (ABS) 041
2.5.7 Полиамид (PA) 042
2.5.8 Полидегид (POM) 043
2.5.9 Поликарбонат (ПК) 044
2.5.10 Полиметилкриловый метиловый эфир (ПММА) 045
2.5.11 Thermoplastic Enhanced Plastic 046
2.5.12 Прозрачный пластик 047
Глава 3 Основные знания о пластике дизайна
3.1 Пластиковые детали Структура Общий принцип 049
3.1.1 Толщина стенки униформа 049
3.1.2 Пластиковые детали должны быть простой структурой и легко формируйте 050
3.1.3 Полная гарантийная прочность и жесткость 052
3.1.4 Разумный координационный разрыв 053
3.1.5 Другие принципы 054
3.2 Размер и точность пластиковых деталей 054
3.2.1 Размер пластиковых деталей 054
3.2.2 Точность пластиковых деталей 054
3.2.3 Поверхностная масса пластиковых деталей 056
3.3 Общие конструкции пластиковых деталей 057
3.3.1 Diplocked Slope 057
3.3.2 Пластиковые детали и толщина стенки 057
3.3.3 округлый угол 058
3.3.4 Улучшенные сухожилия 059
3.3.5 Прогресс 061
3.3.6 Дизайн отверстия 061
3.3.7 Дизайн потока 063
3.3.8 Дизайн Self -Attack Snail 063
3.3.9 Встроенный дизайн 065
3.3.10 баллов на пластиковых деталях 067
3.3.11 Дизайн пряжки 068
3.3.12 Пластиковые детали Ультразвуковая сварка конструкция 070
Глава 4 Знайте форму для литья под давлением
4.1 Что такое плесень для литья под давлением 074
4.2 Классификация плесени впрыска 074
4.2.1 Двухворная плесень 075
4.2.2 Три -ная плесень 075
4.2.3 Плесень теплового тока 076
4.3 Пластиковые формы в основном составьте 078 078
4.4 Основные требования для конструкции формовой формования 081
Глава 2 инъекция дизайна плесени
Глава 5 Инъекции шагов проектирования плесени и содержания
5.1 Процесс проектирования формы впрыска 084
5.2 Шаги и содержание формовой формования 085
5.3 Подготовка перед конструкцией формования впрыска 090
5.3.1 Вопросы, которые необходимо понять до конструкции плесени 090
5.3.2 Анализ пластиковых частей конструкций 092
5.3.3 Анализ структуры плесени 094
5.4 ПРИМЕР -Ассембанг рисунок 096 096
5.4.1 Содержание изображения формования. Содержание 096
5.4.2 Узел для рисования формы. Меры предосторожности 097
5.5 Процедура обзора и содержание диаграммы проектирования плесени 097
Глава 6 Структурная конструкция компонента
6.1 Конструктивное содержание конструкции формования в подпредьем 099
6.2 модели дизайн 100
6.2.1 Классификация модели 100
6.2.2 Выбор модели 102
6.2.3 Проектирование фиксированной модели А и движущейся модели B Blate Board Размер 103
6.2.4 Проектирование размера размера фиксированной модели A и платы Bold Blod Bold B 105
6.2.5 Дизайн квадратного железа 107
6.2.6 Общая плесень 107
6.3 Меры по увеличению прочности и жесткости плесени 108
6.3.1 Увеличьте общую прочность и жесткость полки плесени 108
6.3.2 Увеличьте боковое ядро и инкрустированную силу 109
6.4 Проектирование механизма дистанции дистанционного расстояния с тремя досками 111
6.4.1 Последовательность отверстия трехвороткой плесени 111
6.4.2 Расстояние отверстия трехспальной формы 112
6.4.3 Типы фиксированных поставленных групп 112
6.4.4 Открытие и закрытие устройства динамического шаблона 113
6,5 Весна 114
6.5.1 Push Pixed Board Reset Pring Design 115
6.5.2 Пружинная конструкция 116 в стороне от насосной механизма 116
6.5.3 Весна 117 между платой движения плесени
6.6 Дизайн размещения камеры 117
6.6.1 Роль заливного рта установлена 117
6.6.2 Классификация 118
6.7 Плотный винт -конструкция 118
6.7.1 Внутренний шестиугольный стагнационный винт (внутренний шестиугольный винт) 119
6.7.2 без головы винт 120
6.8 Полюс навеса на кольцевом кольце 120
6.9 Конструкция других конструкционных деталей в плесени 121
6.9.1.
6.9.2 Столбец поддержки 121
6.9.3
6.9.4 Limited Nail 123
6.10 Пример дизайна формования формования.
Глава 7 сформированной дизайн деталей
7.1 Обзор 126
7.1.1 Что такое формовочные детали 126
7.1.2 Основные требования к конструкции формирования деталей 127
7.1.3 Содержание проектирования и общий шаг 128 частей формирования 128
7.2 Тяжелая полость 128
7.2.1 Факторы, которые необходимо учитывать в количестве полостей типа 128
7.2.2 Другие факторы, которые должны учитываться путем определения количества полостей 129
7.3 Плесень тирской лицевой конструкции 130
7.3.1 Tyrical Facial Design Основное содержание 130
7.3.2 Пластиковые детали, набирающие линию и форму для печати.
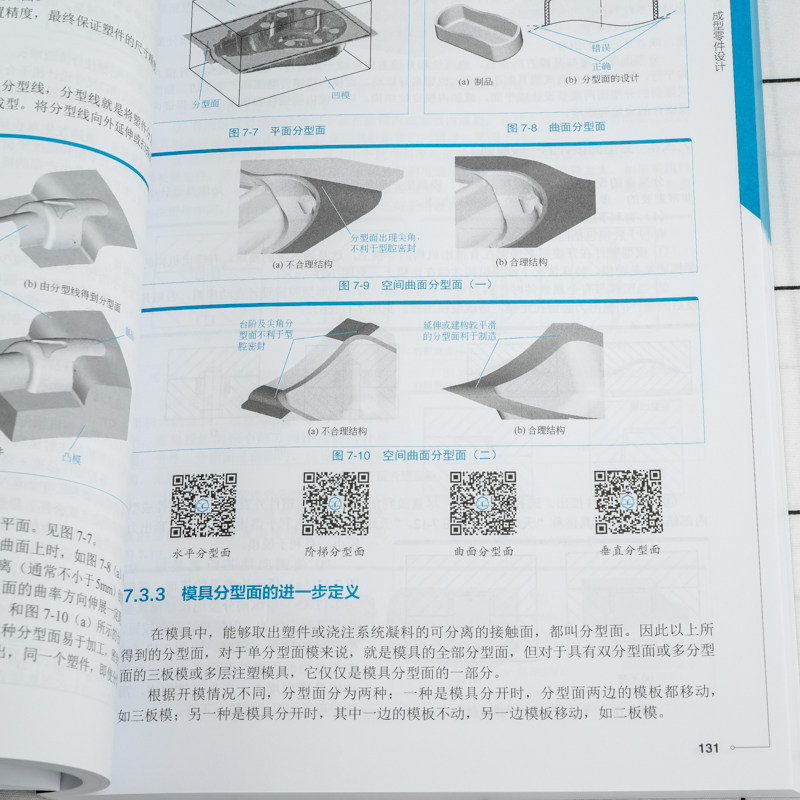
7.3.3 Дальнейшее определение типографии плесени 131
7.3.4 Общий принцип тирского лицевого дизайна 132
7.3.5 Tyrical Pacial Points 135
7.4 -тип Рейтинг полости и внутренняя форм -инкрустированная форма размера формы 136
7.4.1 Принципы общих принципов 136
7.4.2. Определите форму инкрустации внутренней формы 138
7.4.3. Внутренняя форма инкрустации музыки и терпимость 140
7.4.4 Метод размерного моделирования внутренней формы 141
7.4.5 Diplocked Slope 142
7.4.6. Шероховатость формирующей поверхности внутренней инкрустированной деталей 142
7.5 Проектирование вставки фиксированной модели 143
7.5.1 Основная структура инкрустации фиксированной формы 143
7.5.2 Комбинированные случаи применения. 143
7.6 Модель модели дизайн 144
7.6.1 Основная структура инкрустации формы движения 144
7.6.2. Инкрустация движения плесени несколько типичных конструкций инкрустации 145
7.7 Закрепление и анти -ротация инкрустации 150
7.7.1 Уважение 150
7.7.2 Анти -ротация инкрустации 152
7.8 Примеры чиметопстргальных литья 153
7.8.1. Пример проектирования деталей модели с двумя досками 153
7.8.2 Трехноборная модель модели Пример 154 Пример 154
Глава 8 Дизайн типов боковых линий и предупреждающих организаций
8.1 Каков механизм накачки.
8.2 При каких обстоятельствах следует использовать для использования бокового типа и Core 156
8.3 Классификация механизма по боковой дивизии и механизма накачки ядра 157 157
8.4 "Слайдер+косой направляющий столбец" Сторон -на нагрузку 158
8.4.1 1 1 1 1 8 8 8 158
8.4.2
8.4.3 Дизайн косой направляющей колонки 160
8.4.4 Дизайн скользящего блока 164
8.4.5 Дизайн блока блока 169
8.4.6 Дизайн блока блока 170
8.4.7 Как реализовать задержку ядра 172
8.4.8. Проектирование других мер предосторожности для разработки других мер предосторожности на стороне косого руководства 172
8.4.
8.4.10 "Слайдер+косой столбы" Фиксированная сторона -мода -Березерной механизм накачки 173
8.4.11 Структура толстого стержня на ползунке 173
8.5 "Слайдер+Сторона с изогнутыми продажами" -Механизм нажимания 174
8.5.1 Основная структура 174
8.5.2.
8.5.3 Используйте случай 174
8.6 "Слайдер+T -форма блока" -к механизму нажима 175
8.6.1 Основная структура 175
8.6.2 Принцип работы 176
8.6.3.
8.6.4 Пример приложения 176
8.7 Сторона «ползунка+гидравлический цилиндр» боко.
8.7.1 Основная структура 178
8.7.2 Точки проектирования 179
8.7.3 Сторона боковой линии «ползунка+гидравлического цилиндра».
8.8.
8.8.1 Основная структура 180
8.8.2 Процесс перекачки стержня завета 180
8.8.3 Классификация Cingard Push Ring 182
8.8.4 Угол угла накаливания.
8.8.5 Точки конструкции наклонного толкателя 182
8.8.6 Структура с фиксированной плесенью косой шлюхи 184
8.8.7.
8.8.8.
8.8.9 Примеры боковой насосной насосной конструкции формования 186
8.9 Плюс Слайд -Механизм 187
8.9.1 Концепции ядер косой ползунки 187
8.9.2 Обычная структура наклонного ползунка 188
8.10 Примеры дизайна боковой линии 190
8.10.1.
8.10.2 Энергетическое кольцо с кольцом Hot Впрыскивание плесени.
8.10.3 Drial Cooler Shell Design Design 195
Глава 9 Проектирование системы заливки
9.1 Что такое система заливки 199
9.2 Принципы проектирования системы полива 200
9.3 Выберите тип системы заливки 201
9.3.
9.3.2 Выбор системы заливки и системы заливки боковой линии системы 201
9.4 Дизайн посадки 202
9.4.1 Роль наливания рта 202
9.4.2 Обычно используемый портал и его структура размер 202
9.4.3 Точка направления порта 212
9.5 Syving Design 213
9.5.1 Факторы, которые должны учитываться по проектным жилищам 214
9.5.2 макет спада 214
9.5.3 Принципы макета спада 216
9.5.4 Форма секции спада 216
9.5.5 Размер секции пониженного переключения 218
9.5.6 Точки проектирования спада 218
9.5.7 Дизайн вспомогательного цветка 219
9.6 Основной дорожный дизайн 221
9.6.1 Концепция основной дороги 221
9.6.2 Принципы дизайна основного потока 221
9.6.3 Tilled Masicstream Design 222
9,7 Потягивание стержня и холодные ингредиенты 223
9.7.1 Дизайн тяги 223
9.7.2 Дизайн холодных материалов 225
Глава 10 Дизайн системы заливки тепла
10.1 Классификация и состав системы заливки канала теплового потока 226
10.2 Преимущества и недостатки системы теплового водопада 227 227
10.3 Основная форма тепловой плесени 230
10.4 Проектирование содержания канала горячего канала 231
10.5 Анализ структуры пресс -формы теплового потока 237
10.6 Обследование системы инъекционной плесени Hotfast System 339
10.6.1 Круглый динамик однояльный тепловой формовочный формование 239 239
10.6.2 АВТОМОГО ВОДА РАБОТА Слева и правой крышкой многооперационные формование Multi -точка
Глава 11 Дизайн системы контроля температуры
11.1 Обзор 247
11.1.1 Что такое система управления температурой формы 247
11.1.2 Факторы, которые должны учитываться по проектированию системы контроля температуры 248
11.1.3 Определение времени охлаждения плесени 248
11.2 Важность контроля температуры в формовании под давлением 249
11.3 Факторы, влияющие на охлаждение плесени 250
11.4 Прохождение повышения температуры формы. Регулировка 251
11.5 Принципы конструкции системы управления температурой формы 251
11.6.
11.6.1 Охлаждающая вода Конструкция 253
11.6.2 Дизайн конструкции охлаждающей воды.
11.6.3 Горячая полоса (кусок) Cool 259
11.6.4 Конструкция проектирования системы охлаждения.
11.6.5 Пример проектирования системы охлаждения 261
11.7 Дизайн системы отопления плесени 264
11.7.1 Обзор 264
11.7.2 Устойчивое нагревание сопротивления 265
11.7.3 Нагревание бейсбольной жары 265
11.7.4 Экземпляр нагрева плесени 266
11.8 Примеры проектных примеров 267 в системе контроля температуры в формовании инъекционного литья 267
Глава 12 Decarry System Design
12.1 Обзор 270
12.1.1 Что такое система разделения формования в подпредьем 270
12.1.2 Классификация пустынной системы 271
12.2 Общие принципы проектирования пустынной системы 271
12.3 Расчет дезертирующей силы 272
12.3.1 Классификация даллери 273
12.3.2 Качественный анализ силы моделирования 273
12.3.3 Формула расчета для углубления мощности 273
12.4 Push Plus Modeling Institation Design 274
12.4.1 Круглый полюс 274
12.4.2 Плоский шест 277
12.5 Tube Dallery Model Design 278
12.5.1 Толкание основной структуры 278
12.5.2 Дизайн размер проталкивающей трубки 279
12.5.3 Преимущества и недостатки Push Push 279
12.5.4 Использование проталкивающей трубки 279
12.5.5 Меры предосторожности проекта трубки 280
12.6 Push Board Modeling Institution Design 280
12.6.1 Применимые случаи толкающей пластины Dalfence 280
12.6.2 Классификация Агентства моделирования Push Plate 280
12.6.3 All -In -One Pushing Designs Design 281
12.6.4 Проектирование захороненного института моделирования тошковой пластины 282
12.6.5 Протолкнуть конструкции формового агентства 282
12.7 Шаг автоматического выпуска Агентство 283
12.7.1 Классификация шага Automatic Desert 283
12.7.2 Сайт шага Automatic Design 285
12.8 Дизайн системы пневматического декарри 287
12.8.1 Поверхностный клапан конуса тип газовой выдудной формы 287
12.8.2 Модель удара клапана клапана.
12,9 Два далери дизайн 288
12.9.1 Два даллея применимых.
12.9.2 Классификация двух даллемтных систем 289
12.9.3 Из -за стеснения пакета вторичный отъезд используется 289
12.9.4 Два -Отделение 290 используется из -за перевернутой пряжки пластиковых деталей
12.10 Дизайн фиксированной модели Decarring 294
12.10.1 Применение фиксированного агентства дезертирного мода 294
12.10.2 Источник питания агентства по выпуску фиксированной плесени 294
12.10.3 Примеры проектирования фиксированной модели Decarring 294
12.11 Push Fix Poard First Sub -Resencer Design 296
12.11.1 Что такое механизм сброса первого сброса 296, фиксированная плата.
12.11.2 Push Fixed Board Fitting Platform Activity 296
12.11.3 Толкает фиксированную доску первой резервированной сцены 296
12.11.4 Выдвигая фиксированную плату спутниковой категории 298
12.11.5 Push Pixed Board Mechanys Design 299
12.12 Примеры проектных примеров системы выезда формования в подпредьем 302
12.12.1 Пример Push Dallement 302
12.12.2 Примеры насильственно разработанного дизайна 302
Глава 13 Дизайн системы положения руководства
13.1 Обзор 306
13.1.1 Что такое система позиционирования, ориентированная на инъекцию, 306
13.1.2 Необходимость системы позиционирования направляющего 307
13.1.3 Классификация системы позиционирования руководства 307
13.1.4 Роль руководства позиционирования 308
13.2 Основные точки направления системы конструкции формования впрыска 309
13.2.1 Руководство направляющие столбцы, как правило, требует 309
13.2.2 Дизайн направляющей колонки 309
13.2.3 Дизайн набора направляющих 310
13.2.4 Конструкция циркулярного управления между фиксированными и движущимися моделями 310
13.2.5 Fang Gua Design 312
13.2.6.
13.2.7 Протолкнуть с фиксированной платой дизайн корпуса 315
13.3 Точки проектирования системы позиционирования плесени 317
13.3.1 Роль системы позиционирования 317
13.3.2 Система позиционирования используйте случай 317
13.3.3 Классификация системы позиционирования 317
Глава 14 Дизайн выхлопной системы
14.1 Обзор 320
14.1.1 Что такое выхлопная система 320
14.1.2 Последствия полости газа не могут быть разряжены во времена 320
14.1.3 Положение, которое легко быть сонным в плесени 321
14.2 Метод выхлопного выхлопа 322
14.2.1 выхлоп цветов 322
14.2.2 Тирский выхлоп для лица 322
14.2.3 Инкрустирована деталями и боковыми сайтами сердечной насосной конструкции. Выхлоп 323
14.2.4 Добавить воздушный стержень 323
14.2.5 Толкать (или толчок) и движения -Инкрустированная поверхность выхлопа 323
14.2.6 Добавить холодные материалы 324 в огорчительное место
14.2.7 Увеличьте выпуклый 324
14.2.8 дыхание стальной выхлопы 324
14.3 Точка сегментации конструкции выхлопной системы полости 325
14.3.1 Положение и направление выхлопного бака 325
14.3.2 Глубокая конструкция выхлопного бака 326
14.3.3 Проектирование длины и ширины выхлопного бака 327
14.3.4 Дизайн количества выхлопных резервуаров 327
14.3.5 Очистка выхлопного бака 327
14.4 Инъекционная формованая формовая форма газовой устройства. Конструкция 327
Статья 3 инъекционного производства плесени
Глава 15 Внедряйте выбор материала пластиковой плесени
15.1 Основные характеристики инъекционной формовой плесени сталь 330
15.1.1.
15.1.2 Зеркальная полировка 331
15.1.3 Мастерство режущей обработки 331
15.1.4 Коррозионная стойкость 331
15.2 Основа для выбора плесени для литья 332
15.2.1 Жизнь плесени 332
15.2.2 Пластиковые особенности 333
15.2.3 Роль и функция деталей плесени 333
15.2.4 Стоимость плесени 334
15.3 Общие материалы и характеристики форм -инъекций 334
Глава 16 Основные знания по производству пластиковой плесени
16.1 Производство плесени Общий процесс 338
16.2.
16.2.1 Почему полирована поверхность полости типа плесени 339
16.2.2 Как судить о качеством поверхности полости плесени 339
16.2.3 Процесс полировки плесени 340
16.2.4 Инструмент для полировки плесени и машины 341
16.2.5 Общие знания и навыки полировки 341
16.2.6 Зеркальная полировка 342
16.2.7 Процесс и навыки полировки 344
16.3 Dieler Machining 345
16.3.1 Линейная функция и инструмент 345
16.3.2 工 Нарезание 345
16.3.3 модель 346
16.4 Обработка бриллиантов 347
16.5 Обработка шлифования 348
16.6 Метод обработки отверстий 349
16.6.1 Обработка отверстия для полюсов 349
16.6.2 Перерабатывание отверстия с плоским толчком 351
16,7 Тест канала охлаждающей воды 352
16.8 Электрическая обработка 353
16.8.1 Электрическая искра обработка 353
16.8.2 Резка и обработка линий 354
16.9 Wourting Wellding 355
16.10 Сборка формования впрыска 355
16.11 Проверка плесени перед тестированием модели 356
Глава 17
17.1 Обзор 358
17.2 Точность сборки формования впрыска 359
17.3 Демонстрация инструментов сборки формы и измерительных инструментов. Таблица 360
17.4 Особенности сборки формы впрыска 360
17.5 Процесс сборки плесени 361
17.5.1 Размер сборки цепь 361
17.5.2 Метод сборки формы впрыска 363
17.5.3. Процесс сборки формовой формования 364
17.6 Основной компонент формовой формования подпрыгивает 365
17.6.1 Разработка направляющей столбца, сборка руководства 365
17.6.2 Сборка рта установлен 367
17.6.3 Сборка платы теплового потока 368
17.6.4 Сборка формирования инкрустации 369
17.6.5 Ассамблея косой слайдера (Харф для борьбы) 369
17.6.6 Несколько частей сборки 370
17.6.7 Сборка ядра 371
17,6,8 В целом 372 из множества общих плесени 372
17.6.9 Инкрустация полости одного типа и полости двойного типа 372
17.6.10 Оборудование ползунга на пирог 373
17.6.11 Сборка и шлифование клина с плотным блоком 374
17.6.12 Приближаясь к Dalfed Push 374
17.6.13 Ассамблея учреждения 375
17.6.14 Преодоление 376 с устойчивым к износостойкой точностью наклона.
17.7 Пример сборочной формы 376
17.7.1 Основная структура плесени 376
17.7.2 Ключевые моменты для процесса производства и сборки формовой формования 380
Глава 18 Анализ и контрмеры муминговых моделей и FAQ
18.1 Тестовая модель и принятие пластиковых форм 381
18.2 Три показателя оценки квалификации пластиковых деталей 382
18.2.1 качество модели 382
18.2.2 Размеры и точность взаимного положения 383
18.2.3 Механика и химические характеристики, связанные с использованием 383
18.3 Причины пластиковых деталей дефектов 383
18.4 Анализ и контрмеры общих дефектов пластиковых деталей 383
18.4.1.
18.4.2.
18.4.3 Пластиковые детали деформации и деформация 386
18.4.4 Пластиковые детали генерируют летающий край 387
18.4.5 Пластиковые детали усадки депрессия 389
18.4.6 Пластиковые детали трещины 390
18.4.7 Следуйте отметкам на поверхности пластиковых деталей 391
18.4.8 Серебряный рисунок на поверхности пластиковых деталей 392
18.4.9 Шоковая схема 392
18.4.10 Пластиковые детали Белый край 393
18.4.11 Пластиковые детали белый крем 393
18.4.12 Черные пятна или коксовые волосы на поверхности пластиковых деталей 393
18.4.13 Пластиковая поверхностная глянка 394
18.4.14 Пластиковые детали Цветовой цветок 394
18.4.15 Пластиковые детали цвет неровной цвет 394
18.4.16 Общие проблемы с литьем инъекции после цвета Mother 395
18.4.17 Пластиковые части области пластиковой зоны.
18.4.18 Пластиковые детали Холодные пятна 396
18.4.19 Пластиковые детали. Слоистые борьбы 397
18.4.20 Явление пузырьков появляется 397
18.4.21 Пластиковые детали отек и пузырь 397
18.4.22 Прозрачный пластиковый дефект 398
18.4.23 Основная адгезивная плесень 398 во время литья под давлением.
18.4.24 Сложность формования пластиковых деталей 399
18.4.25 Медленное производство во время литья инъекции 399
18.4.26 Производство напряжения в пластиковых частях и решающих контрмеров 399
18.5 Анализ и контрмеры 400 часто сборки и контрмеров 400 инъекционных пластмасс теплового плавного плавного.
18.6 Часто задаваемые вопросы и контрмеры 403
18,7 Пост -лечение пластиковых деталей 404
Глава 19 ПРИМЕЧАНИЕ ПРИМЕЧАНИЕ
19.1 Инъекционная форма формования тип 406
19.1.1 Двухворная плесень (модель да Шуику) 406
19.1.2 Трехноборная плесень (тонкий водный порт) 408
19.2 Рисунок и заказ 408
19.2.1. Цитата на рисунок Рисунок 408
19.2.2 Бронирование 410
19.2.3 Выбор материала плесени 412
19.3 Оценка и цитата цены на инъекционные формы 412
19.3.1 Метод пропорционального коэффициента 412
19.3.2 Метод коэффициента материала 413
19.3.3 Цитата плесени 413
19.4 Метод поселения плесени 414
Приложение
Приложение 1 Пластиковый код и сравнение китайского и английского языка Таблица 416
Приложение 2 Моделирование таблицы размерных деталей (GB/T1486-2008) 418
Приложение 3 Название деталей плесени (китайский и английский) 419
Приложение 4 Увлажняющие маршруты типичной поверхности деталей плесени и точности обработки 426, которые могут быть достигнуты
Приложение 5 Гонг, Британское Сравнение системы Таблица 427
Рекомендации

никто
1. Основываясь на общей ситуации формовых форм для инъекций, существует 3 глав и 16 глав. От фундамента до проектирования до производства, полностью объяснено соответствующие знания о формовых формах под давлением.2. Сочетание базовых знаний, методов проектирования и производства, а также опыта, а также подробно сочетать соответствующие знания о впрысках.3. Использование двух -корровой печать, опытный контент и фокус в шаблоне будут отмечены синим.4. Книга оснащена двумерным кодом, и сканирование можно объяснить, просмотрев видео.